

金彩汇联系人:13650014986(吴先生)
金彩汇电 话:0769-83775561
金彩汇传 真:0769-83775561
邮 箱:minghan201888@163.com
网 址:szjosam.com
地 址:东莞市清溪镇清溪莲塘路2号

搅拌针的尺寸(包括轴肩长度,针的长度和半径与板材的匹配性),焊速,转速倾角;搅拌摩擦焊加工摩擦焊通常由如下四个步骤构成:1、机械能转化为热能;2、材料塑性变形;3、热塑性下的锻压力;4、分子间扩散再结晶。搅拌摩擦焊加工摩擦焊相较传统熔焊大的不同点在于整个焊接过程中,待焊金属获得能量升高达到的温度并没有达到其熔点,即金属是在热塑性状态下实现的类锻态固相连接。搅拌摩擦焊加工金彩汇相对传统熔焊,摩擦焊具有焊接接头质量高——能达到焊缝强度与基体材料等强度,焊接效率高、质量稳定、一致性好,可实现异种材料焊接等。
搅拌摩擦焊加工搅拌头的成功设计是把搅拌摩擦焊应用在更大范围的材料和焊接更宽的厚度范围的关键。下面主要讨论一下搅拌头的发展现状.一般说来,搅拌头包括两部分:搅拌探头和轴肩,而搅拌头的材料通常都采用硬度远远高于被焊材料的材料制成,这样能够在焊接过程中将搅拌头的磨损减至最小。在初期,搅拌头形状的合理设计是获得良好机械性能焊缝的关键。关于搅拌头的发展主要集中在两个方面:一个是带螺纹的搅拌头,一个是带三个沟槽的搅拌头。本质上,这两种搅拌探头都设计成锥体,大大减少了相同半径圆柱体搅拌探头的材料卷出量,一般说来,带三沟槽的搅拌探头减小了70%,而带螺纹的搅拌探头减小了60%。搅拌摩擦焊加工如果使用一个确定的较小直径的搅拌探头,锥形搅拌探头比圆柱形搅拌探头更容易进入焊件而通过塑性材料,并且减小了搅拌头的应力集中和断裂可能性。

搅拌摩擦焊加工摩擦焊技术在国内的发展及应用状况摩擦焊技术在国内的发展及应用状况 ? 目前我国摩擦焊技术的应用比较广泛,可焊接直径3.0~120mm2的工件以及8000mm2的大截面管件,同时还开发了相位焊和径向摩擦焊技术,以及搅拌摩擦焊技术。搅拌摩擦焊加工金彩汇不仅可焊接钢、铝、铜,而且还成功焊接了高温强度级相差很大的异种钢和异种金属,以及形成低熔点共晶和脆性化合物的异种金属。如高速钢—碳钢、耐热钢—低合金钢、高温和金—合金钢、不锈钢—低碳钢、不锈钢—电磁铁以及铝—铜、铝—钢等 近年来随着我国航空航天事业的发展,也加速了摩擦焊技术向这些领域的渗透,进行了航空发动机转子、起落架结构件、紧固件等材(Ln718Ti17300MGH159GH4169)以及金属与陶瓷、复合材料、粉末高温合金的摩擦焊工艺试验研究,某些电工材料的钎焊工艺也开始用摩擦焊接所取代。如电磁铁—不锈钢、钨铜合金等。

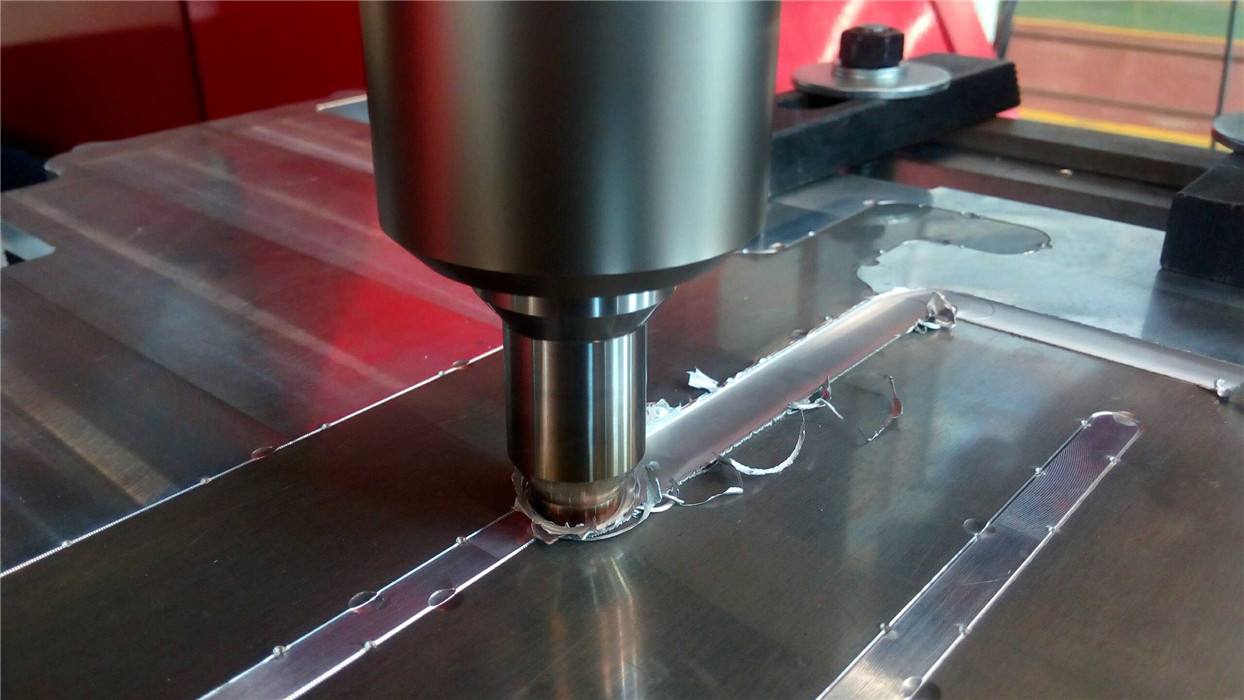
搅拌摩擦焊加工原理搅拌摩擦焊方法与常规摩擦焊一样。搅拌摩擦焊也是利用摩擦热与塑性变形热作为焊接热源。不同之处在于搅拌摩擦焊焊接过程是由一个圆柱体或其他形状(如带螺纹圆柱体)的搅拌针(welding pin)伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化。同时对材料进行搅拌摩擦来完成焊接的。焊接过程如图所示。搅拌摩擦焊加工在焊接过程中工件要刚性固定在背垫上,焊头边高速旋转,边沿工件的接缝与工件相对移动。焊头的突出段伸进材料内部进行摩擦和搅拌,焊头的肩部与工件表面摩擦生热,并用于防止塑性状态材料的溢出,同时可以起到清除表面氧化膜的作用。

搅拌摩擦焊的定义搅拌摩擦焊加工搅拌摩擦焊是搅拌头高速旋转并与被焊工件摩擦,产生热量形成热塑性层,搅拌头与工件相对运动,在搅拌头前面不断形成的热塑性金属转移到搅拌头后面,填满后面的空腔,从而形成连接的方法.清远搅拌摩擦焊加工搅拌头由特型指棒、夹持器和圆柱体组成.焊接开始时,搅拌头高速旋转,特型指棒迅速钻入被焊板材的焊缝,与特型指棒接触处的金属摩擦生热,形成了很薄的热塑性层.当特型指棒钻入工件表面以下时,部分金属被挤出表面,轴肩与被焊工件表面摩擦产生热量.又由于背面垫板的密封作用,不断地产生热塑性金属形成焊缝.在整个过程中空腔的产生于填满连续进行,焊缝区金属经历这被挤压、摩擦生热、塑性变形、转移、扩散、再结晶等过程.

搅拌摩擦焊加工摩擦焊接以其优质、高效、节能、无污染的技术特色,在航空、航天、核能、兵器、汽车、电力、海洋开发、机械制造等新技术和传统产业部门得到了愈来愈广泛的应用。下面以摩擦焊接在航空航天工业与汽车工业中的应用举例说明。搅拌摩擦焊(1)航空航天工业搅拌摩擦焊加工金彩汇随着现代高性能军用航空发动机的不断更新,其主要性能指标推重比亦不断提高。同时对发动机的结构设计、材料及制造工艺均提出了更高的要求。从70年代起,以美国GE公司为代表,在军用航空发动机转子部件(盘+盘、盘+轴)制造中,率先成功地采用了惯性摩擦焊接技术。美国T e x t r o n L y c o m i n g公司生产的新型大功率T 55涡轮喷气发动机的前盘与前轴、后轴的连接都是采用盘+轴一体的摩擦焊接结构。P&W公司将摩擦焊接列为80年代发动机制造中的五项重大焊接技术之一;德国M T U公司正在开展高压压气机转子等大型部件的摩擦焊接技术研究;法国海豚发动机也将摩擦焊接推广应用于减速器锥形齿轮的焊接,等等。国外一些先进的航空发动机制造公司已将摩擦焊接作为焊接高推重比航空发动机转子部件的主导的、典型的和标准的工艺方法。普遍认为摩擦焊是可靠、再现性好和可信赖的焊接技术。


 咨询热线:
咨询热线:

