

联系人:13650014986(吴先生)
电 话:0769-83775561
传 真:0769-83775561
邮 箱:minghan201888@163.com
金彩汇网 址:szjosam.com
地 址:东莞市清溪镇清溪莲塘路2号
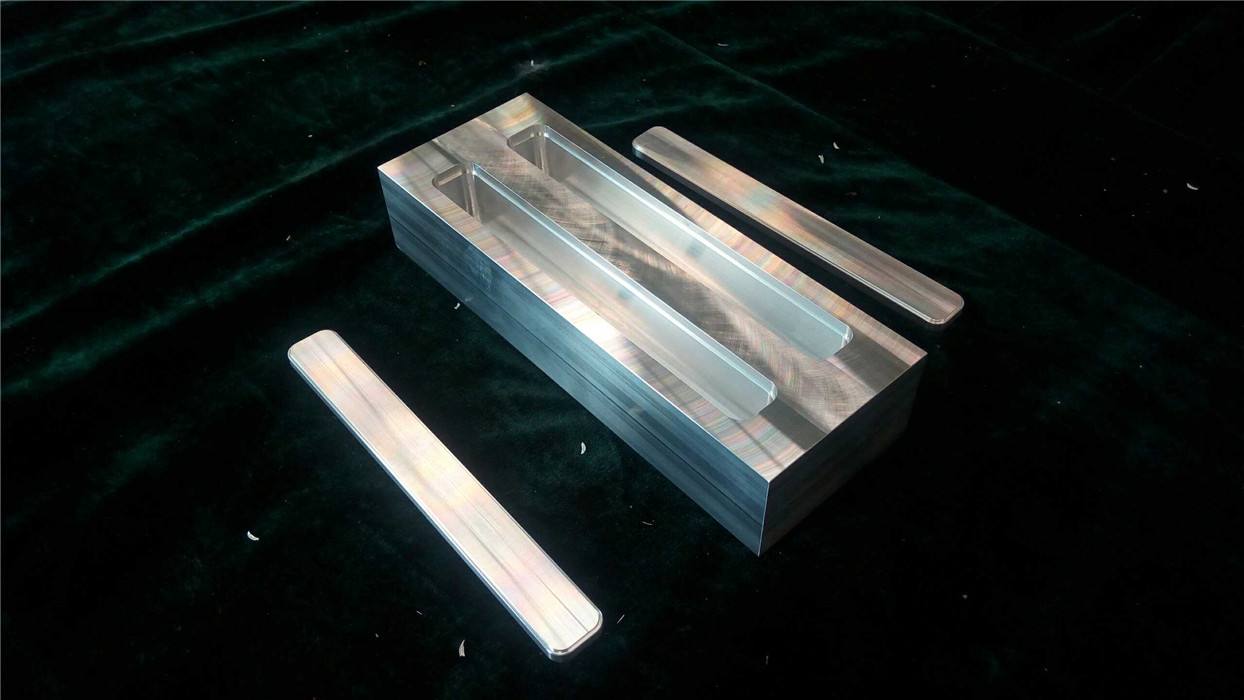
圆筒搅拌摩擦焊搅拌摩擦焊是搅拌头高速旋转并与被焊工件摩擦,产生热量形成热塑性层,搅拌头与工件相对运动,在搅拌头前面不断形成的热塑性金属转移到搅拌头后面,填满后面的空腔,从而形成连接的方法。圆筒搅拌摩擦焊搅拌头由特型指棒、夹持器和圆柱体组成。焊接开始时,搅拌头高速旋转,特型指棒迅速钻入被焊板材的焊缝,与特型指棒接触处的金属摩擦生热,形成了很薄的热塑性层。当特型指棒钻入工件表面以下时,部分金属被挤出表面,轴肩与被焊工件表面摩擦产生热量。又由于背面垫板的密封作用,不断地产生热塑性金属形成焊缝。在整个过程中空腔的产生于填满连续进行,焊缝区金属经历这被挤压、摩擦生热、塑性变形、转移、扩散、再结晶等过程。
FSW种固相焊焊接技术焊缝峰值温度通低于材料熔点圆筒搅拌摩擦焊低于焊接铝合金(尤其析强化型铝合金)焊缝温度与接力性能间佳范围超佳范围焊缝热入接力性能降低原:铝合金焊接程,热循环使焊缝两侧发组织、性能变化热效应区(HAZ),产软化主要危险区域软化区间宽度直接与热输入比所要减软化区间宽度热输入焊缝温度进入铝合金软化温度热影响区发强化相析聚集材料固溶强化效减弱焊件强度降低随着温度升高,强化相甚至发效析现象,材料固溶强化效更差,强度降越搅拌摩擦焊圆筒搅拌摩擦焊用FSW焊接熔点些材料铜钢钛适增加焊缝热输入助于增加焊缝金属充流形致密缺陷焊缝于提高焊缝力性能帮助焊缝缺陷热入与焊缝力性能关系焊缝现缺陷沟槽、隧道型孔洞等适通增加轴向压力增加焊缝热量增加接力性能候焊缝热入高塑化金属黏附搅拌轴肩内表面使材料塑化体积减要注意焊缝温度达定材料摩擦系数降焊缝热输入并随着旋转速度增加、焊接速度减、轴向压力增加增加
深圳圆筒搅拌摩擦焊搅拌摩擦焊优点当然还有很多,比方说这种技术在焊接的过程当中不会使用的保护气体,所以可以让成本进一步的下降,对于一些特殊的材料都可以进行焊接操作,并且在操作的过程中不会产生大量的辐射,也不会产生大量的烟尘,更不会对环境造成很严重的污染,整个焊接过程是一种绿色健康而且是安全的焊接过程。当然这种焊接技术有优点,自然也有其缺点的一面,比方说在焊接的时候需要把两个部件进行固定,通过焊接的方式会形成一个焊缝,这个焊缝的末端会留下一个孔,这个孔对于部件的外在美观会形成一定的影响,不过现在已经有了更先进的技术,可以避免这个孔的产生。深圳圆筒搅拌摩擦焊另外就是这种技术虽然说是一种比较好的技术,但是在生产过程中对于搅拌针的消耗会比较大,所以有些人就担心消耗这么多的搅拌针会不会导致成本上升,其实这种搅拌针就是一种耗材,相比较于大量的人工成本来说,这种搅拌头的成本根本就不值一提了。

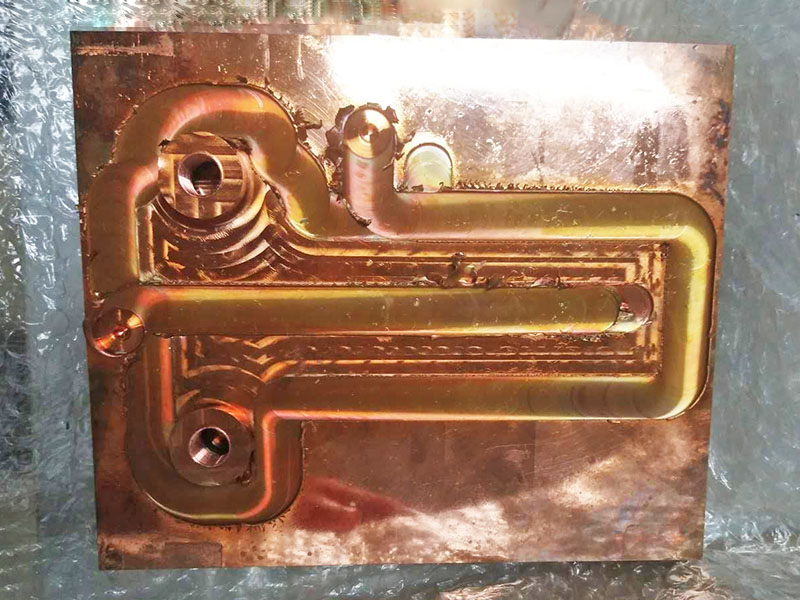
圆筒搅拌摩擦焊搅拌摩擦焊在铝合金上的应用越来越广泛,研究也越来越深入。不仅涉及到各种同种材料的焊接,还研究了大范围的异种铝合金的焊接.铝合金的焊接厚度范围从lmm到75mm。对铝台金焊接接头的腐蚀性能、力学性能、组织结构都进行了大量的研究。搅拌摩擦焊广泛应用于6061A1/2024A1、2024A1/Ag、2024A1/Cu、6061AI/cu,甚至还适用于6061AI+20%A1203/铸铝合金A339+10%SiC等合金。圆筒搅拌摩擦焊金彩汇2002年,在中国航空工业集团-北京航空制造工程研究所与英国焊接研究所共同签署关于搅拌摩擦焊zhuanli技术许可、技术研发及市场开拓等领域的合作协议的基础上,中国专业化的搅拌摩擦焊技术授权公司——中国搅拌摩擦焊中心即北京赛福斯特技术有限公司成立,标志着搅拌摩擦焊技术在中国市场的研发及工程应用工作的正式开启。

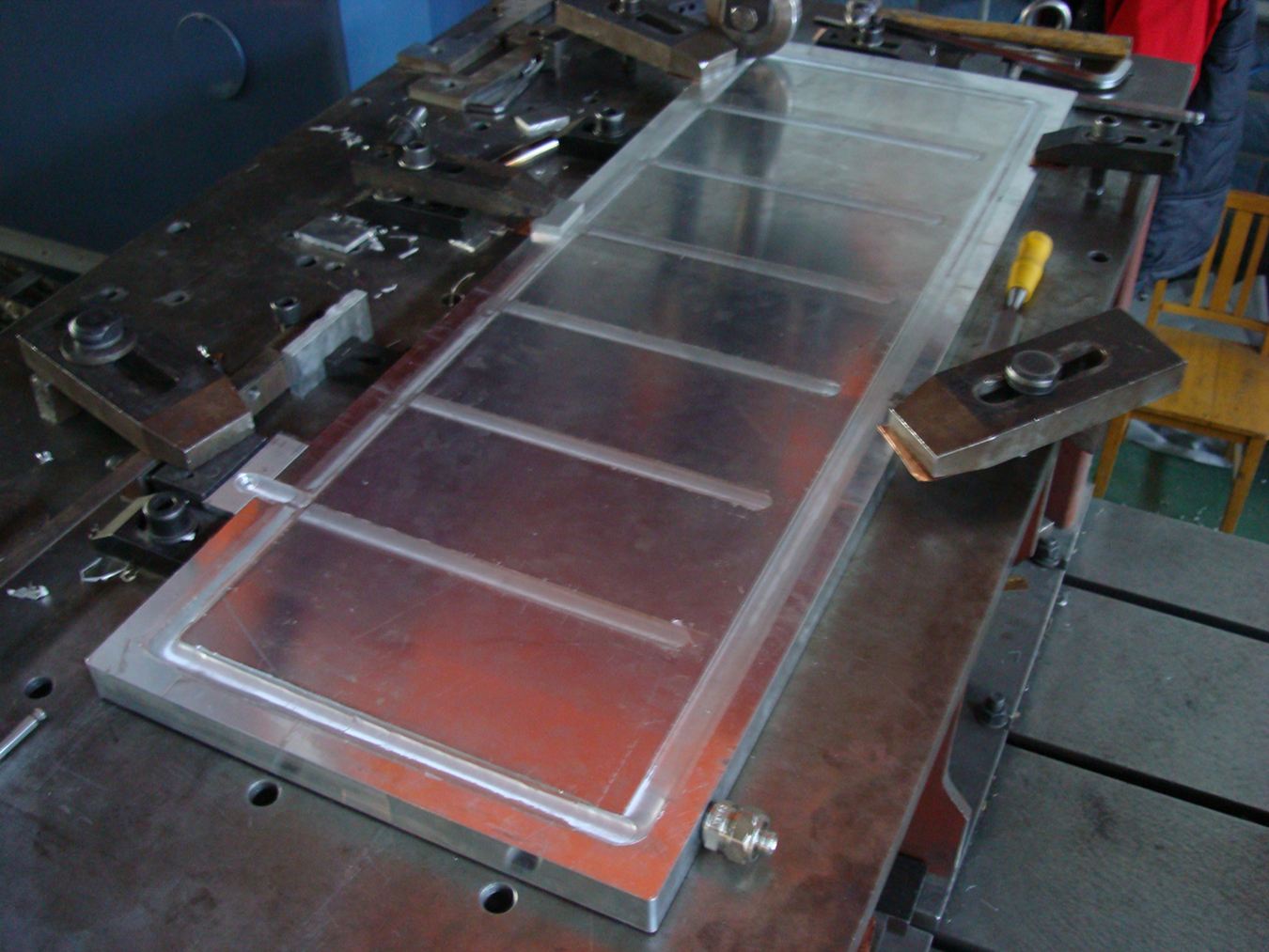
搅拌摩擦焊(Friction Stir Welding-FSW)是一种先进的固态连接工艺,可实现铝、镁、铅、铜、钢、钛、金属基复合材料、异种金属等材料高质量、高强度、低变形连接,能够在较大的长度和厚度范围内实现材料的对接或搭接焊接。搅拌摩擦焊焊接时,搅拌摩擦焊工具在装备的驱动下高速旋转插入待焊材料并沿着行进,在摩擦热的作用下,熔池材料塑化并被搅拌混合,经过回复与再结晶过程实现冶金熔合。圆筒搅拌摩擦焊搅拌摩擦焊整个过程的温度都在材料的熔点之下,在较低温度和摩擦头锻压作用下,搅拌摩擦焊接头从根本上避免熔焊中容易产生的元素烧损、夹杂、气孔、热裂纹等缺陷。圆筒搅拌摩擦焊金彩汇搅拌摩擦焊广泛应用于航空工业、造成工业、汽车工业、轨道交通、电子电力行业等。像如今的新能源汽车电池托盘、汽车轮毂、电控、水冷电机壳;以及各种水冷板、水冷散热器都是用搅拌摩擦焊技术实现的。现在建筑铝模板领域也在开始应用。


 咨询热线:
咨询热线:

